
外部放射線治療装置の品質保証QA、品質管理QC
(77am30.pm81、75am38、74pm42,72am41,65.77)
・引渡試験(受け入れ試験:アクセプタンス)
:業者が主体で行う装置の性能と安全性の確認をする試験
試験結果は、今後の装置の基準データとなる
・コミッショニング
:ユーザーが定期的に行う品質の担保
受入れ試験に引き続いて、臨床利用に必要なデータ取得、計画装置への入力、登録データ確認などを行う一連の作業行程
・QAプログラム
:ガイドラインを参考に施設ごとに決める
技師,物理士,管理士等が行うことが推奨される
・リニアックの主な点検項目期間
(74am41、68am39、64.73、61.74)
(1)毎日のQA
「X線、電子線出力不変性」:3%
「レーザー位置」
「アイソセンタ位置での距離計表示」
「コリメータサイズ表示」
「ドア、インターロック、照射灯など」
(2)毎月のQA
「不変性:★X線・電子線の出力・プロファイル、★バックアップモニタ線量計、電子線エネルギー、代表的な線量率における出力」
「幾何学的管理:★光/放射線照射野の一致、レーザー指示制度確認機器の指示位置とフロントポインタ指示位置の距離差」
「ガントリ/コリメータ角度・JAW位置・★寝台位置の表示値と実際の差」
「アクセサリトレイ」
「クロスヘア中心位置」
「ウェッジ位置精度」
「レーザー位置精度」
(3)毎年のQA
「X線・電子線の★平坦度・対称性の基準値からの変化、出力校正、出力係数、線質」
「物理ウェッジ係数、MU値の直線性の出力不変性」
「X線出力の線量率依存性、ガントリ角度依存性、OCRのガントリ角度依存性」
「電子線出力のガントリ角度依存性、OCRのガントリ角度依存性」
「★PDD、TMR、OAFの不変性」
「コリメータ・ガントリ・寝台の回転アイソセンタ」
「放射線アイソセンタと機械的アイソセンタの一致」
「治療天板のたわみ、角度、全方向に対する最大可動域」
*このほかに呼吸同期、ダイナミックウェッジ、MLC、IGRTについてそれぞれ規定されている
・不確かさ
(68pm38)
AAPM TG142
投与線量の全不確かさ ±5%
空間位置の全不確かさ ±5mm
ICRU report24
総合的誤差 5%
総合的誤差 10mm
*治療計画における不確かさ
:ビームモデリング、不均質補正、生体の動きなど
*治療装置における不確かさ
:機器の位置精度、ビーム特性など
・線量モニタシステムの校正
X線:±3%/日(1種類のエネルギ)
±2%/週 (全エネルギ)
電子線:±4%/日(1種類のエネルギ)
±3%/週(全エネルギ)
治療計画装置に用いる各種ビームデータの測定
・測定は使用者が行う
・WF、OPF(10cm×10cm)なども測定する
外部放射線治療装置の品質保証
(65.77)
・引渡試験(受け入れ試験):業者が実施する
★コミッショニング:ユーザーが行う品質の担保
★精度管理:ガイドラインを参考に施設ごとに決める
線量計の校正
(71am40、68am39、65.78)
・国家標準の線量計と同じ値にするための補正係数を求める。 (トレーサビリティ)
・コバルト校正定数 Nc
:60Co γ線を用いているため、病院の加速器とエネルギーが異なる
・水吸収線量校正定数 NDw
・電位計補正係数kelec=1.0
:一般に使用する電離箱と電位計のセットで校正する
・1回/年行う
・水ファントム使用
線量計の相互校正
(71pm38)
定位的放射線照射のQA.QC
2mm以内の精度を必要とする治療である。(すべてを合わせて2㎜)
密封小線源治療装置の品質管理
a)線源の管理
・線源の半減期やエネルギーを含め、化学的・物理的性質を明確にし、適切な状態で保管する
・出力校正を行う
・治療時は各容器の破損状況を確認し、正確な線量投与に努める
・一時刺入線源の治療終了時は、適切な処置を行う
b)RALSの保守管理
(74am39、73pm37)
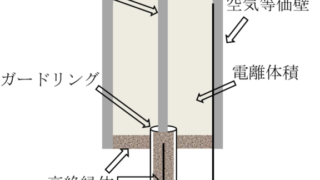
・線源の出力校正(ウェル型電離箱線量計)
・線源の駆動とその精度の確認
・タイマ精度の確認
・線量計算アルゴリズム








コメント
線質の品質管理の評価のX線の平坦度、間違っていませんか?
X線ではなく平坦度のところあっていますでしょうか?
コメントありがとうございます
ご指摘の通り、記載にミスがありましたが、この項目自体出題頻度が大分低いので、項目ごと削除させて頂きました
よろしくお願い致します